【本記事のトピック】
- 目的: 7000系アルミ製クラッシュボックスのEA量(エネルギー吸収量)最大化と、サイドメンバー保護のための軸圧縮荷重低減を両立する最適化手法の解説。
- 手法・ツール: LS-DYNA(非線形動的解析)とGenesis/ESL-Dynamicを連携させた厚み分布最適化(8サイクル・約2時間で収束)。
- 成果(部品性能): 1.5mm〜4.0mmの板厚制約内で、ストロークを250mmまで活用しつつ、50mm以降の軸圧縮荷重を大幅に低減し、最大加速度の低減に寄与。初期設計比で軽量化と安全性能を両立。
- 成果(製品開発): DOE/MDOなどの最適化手法と比較し計算コストが1/10~1/100となり、開発期間を大きく短縮。
【はじめに:クラッシュボックスの役割とは?】
クラッシュボックスとは、車両の前側(または後側)に配置された車両進行方向に配置された管状の部品です。衝突時にキャビンが潰れないように、適切な荷重で圧壊することで衝突エネルギーを吸収し、安全性能確保のために非常に重要な部品です。
同様の事例として、EV用バッテリーフレームのポール側突性能最適化事例もぜひご覧ください。
弊社では、Formula1をはじめとした各種レース車両クラッシュストラクチャや、量産車量のクラッシュボックス、バンパーレインフォース、サイドシルなどの最適化を受託開発しています。
今回のクラッシュボックス最適化事例では、どんな方法で開発しているのかを紹介します。
クラッシュボックスは様々な要求がありますが、その中でも「適切に衝突エネルギーを吸収する」ことが主目的であり、設計が非常に難しい部品です。
強すぎてもダメ、弱すぎてもダメ、という部品です。
【ベースモデルのクラッシュボックス圧壊解析結果】
まずはベースラインとなるモデルを用意してみました。バンパーレインフォースとクラッシュボックスは、板厚4mmの7000系のアルミです。(この材料モデルは同定済みのカードです)
非表示にしていますが、質量付きの剛体平面インパクターを初速度50km/hで衝突させています。
一般的にクラッシュボックスの最適化はクラッシュボックス単体で実施しますが、とある都合によりバンパーレインフォース付きの左右対称モデルです。
初期設計(板厚4.0mm一律)では構造剛性が過大であり、適切な座屈モードが形成されない。その結果、ストロークは155mmに留まり、ピーク荷重が2100kNまで急上昇している。その後も1000kN程度の高い軸圧縮荷重をキープする。この高い反力は、後続のサイドメンバーの圧壊を誘発する前に、部材全体が剛体的に挙動し、衝撃エネルギーを十分に吸収できていないことを示している。
結果は御覧のとおり、ストロークが不足しているため軸圧縮荷重(ここではSPC Force)が高くなっています。
40mmストロークまではバンパーレインフォースの潰れによる低い軸圧縮荷重、その直後の52mmストローク時点で2100kNの軸圧縮荷重スパイクが見られます。これはビード等のイニシエータが無いことに起因しているため、ここではそのあと(60mmストローク以降)の軸圧縮荷重に注目します。
60mm以降のストロークでは1000kN前後の軸圧縮荷重が見られ、サイドメンバーが先に座屈してしまいます(この事例ではそういうことにしておきましょう)。また、ピーク荷重が高くストロークが短いということは、乗員の加速度が非常に高くなることを意味します。
なお、量産車ではこのように真直ぐ一定の断面が取れなかったり、バンパーレインフォースの都合だったり、周辺部品取付の都合だったりで軸圧縮荷重が乱高下している状態からの最適化になることもあります。
【クラッシュボックスの最適化セットアップ】
では、ここから、ストロークを増やしつつ・EA量はキープしつつ・荷重を下げつつ・軽量化していきます。参考として、このベースラインモデルは8コアで13分程度の計算でした。
| 比較項目 | ベースライン(初期設計) | 最適化後(Genesis/ESL-Dynamic) |
|---|---|---|
| 使用材料 | アルミ7000系(同定済み材) | 同左 |
| 板厚構成 | 4.0mm(一律) | 1.5mm 〜 4.0mm(可変分布) |
| 衝突条件 | 50km/h(剛体平面インパクター) | 同左 |
| 目標ストローク | 設定なし(成り行き) | 255mm |
| 計算コスト | 約13分(LS-DYNA単体) | 約2時間(8サイクル自動最適化) |
| 主要な成果 | 荷重スパイク(約2000kN)発生 | 軸圧縮荷重の低減・EA量の維持 |
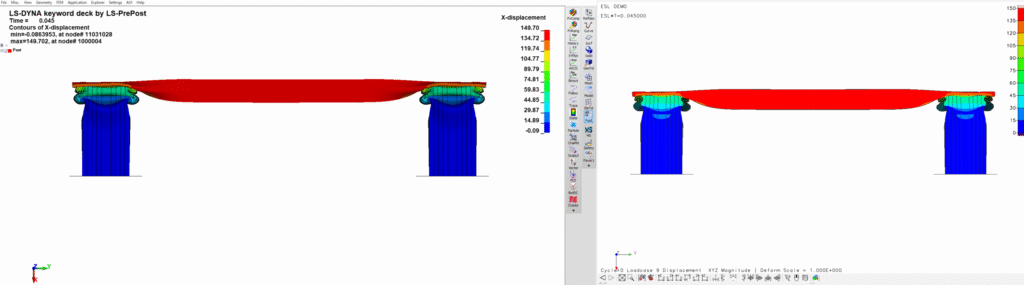
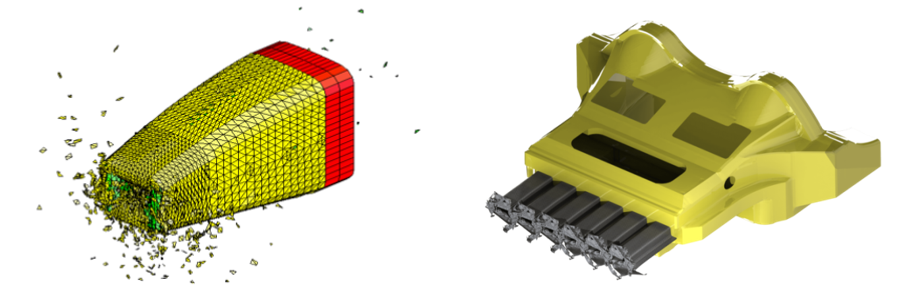
LS-DynaのモデルをGenesisで計算するためにモデルをインポートします。弊社製のソフトでインポートができます。LS-Dynaの結果をLoadcaseに指定して、Genesisで計算したところです。計算時間は1分程度です。モデルセットアップは5分程度でした。
潰れ切り直後の変形を比較し、全く同じように変形していることが確認できます。(左がLS-Dyna計算結果、右がGenesis計算結果)ここで使用している最適化ソフトは、Genesis+ESL-Dynamic(Genesis用非線形課題最適化アドイン)になります。
最適化の設定は以下です。
| 設定項目 | 具体的な要件 | 属性 |
|---|---|---|
| 変形量(ストローク) | 250mm | 拘束条件(Constraint) |
| 製造要件 | 押出成形可能であること | 製造制約(Manufacturing) |
| 板厚範囲 | 1.5mm 〜 4.0mm | 設計変数(Design Variable) |
| 目的関数 | できるだけ軽く(質量最小化) | 最適化指標(Objective) |
実際の業務よりもシンプルな内容で設定しました。製品開発では、最大軸圧縮力・EA量・前端から徐々に潰れるように・・・など、他にも様々な条件を設定することが多いです。
押出成形の製造要件を考慮して、板厚の徐変具合・板厚比などもコントロール可能です。板金の場合は、入手可能な板厚だけを使用する、などでしょうか。
【クラッシュボックスの最適化結果】
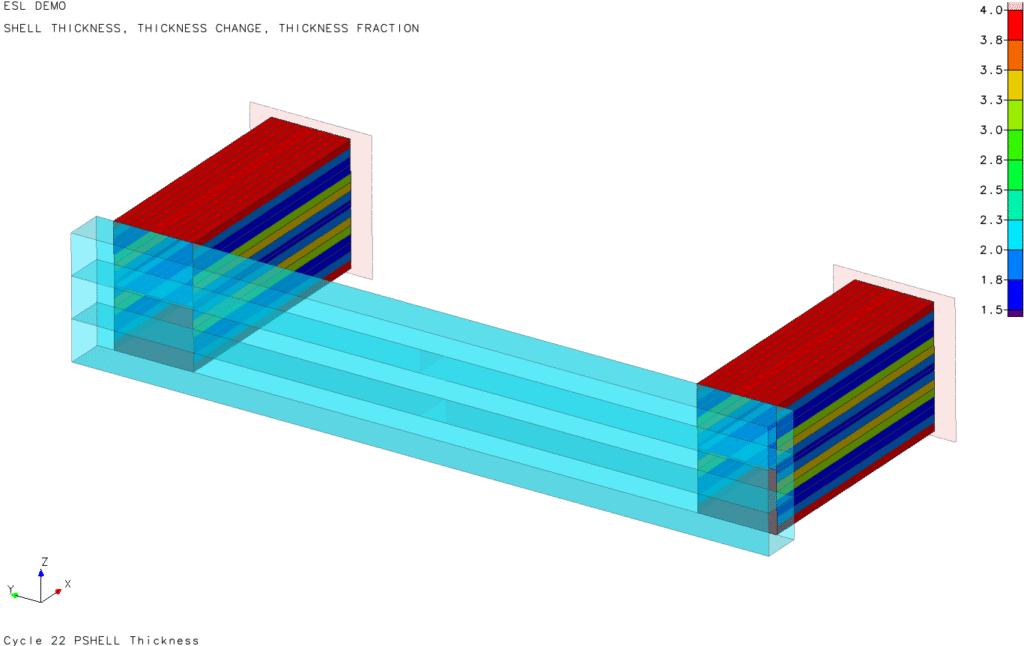
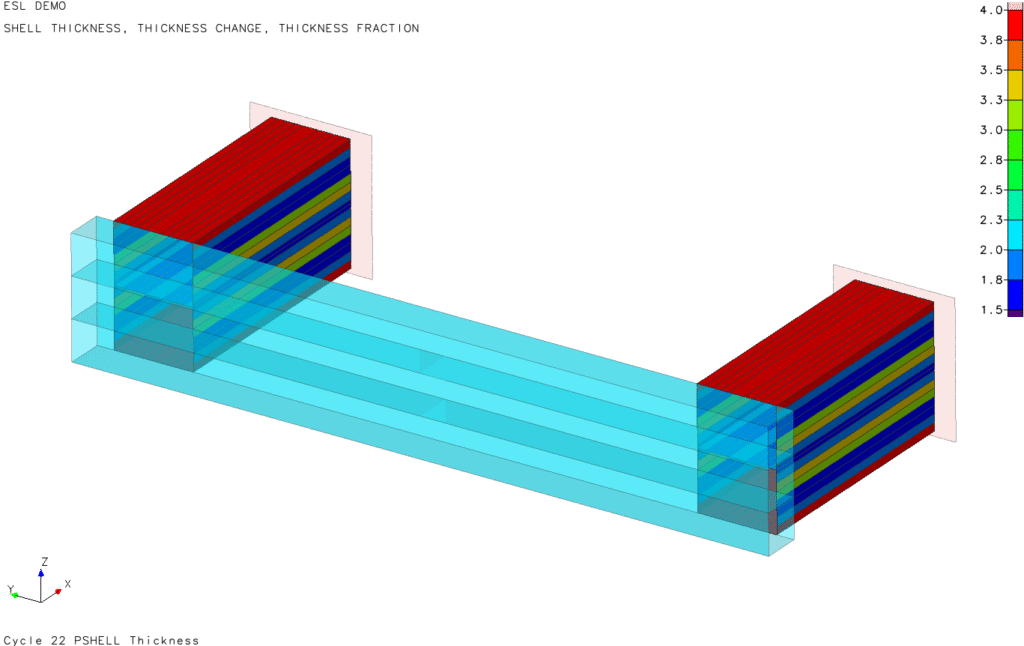
こちらが最適化した後の板厚分布です。制約通りに1.5~4mmの間に収まっています。
最適化計算にかかった時間は約2時間でした。「Genesisによる最適化⇔LS-Dynaでの確認解析」を自動で繰り返しており、LS-Dynaの総計算回数は8回でした。
- 最適化計算:(LS-Dyna 13分+Genesis 2分)× 8 cyles =2時間
なお、ジョブ投入後は作業不要なのでほったらかしでOKです。仮にLS-Dynaの計算時間が1時間/回だとすると、8~9時間程度の最適化計算になります。
こちらが最適化後の板厚で最終計算された結果です。明らかに初期状態よりも変形量が増え、適切な設計になっています。
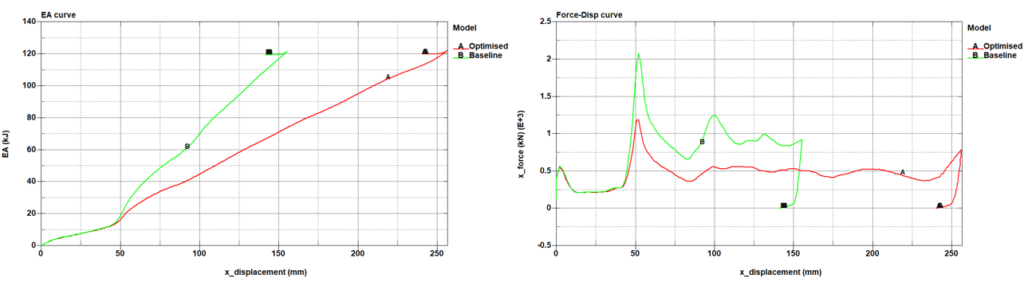
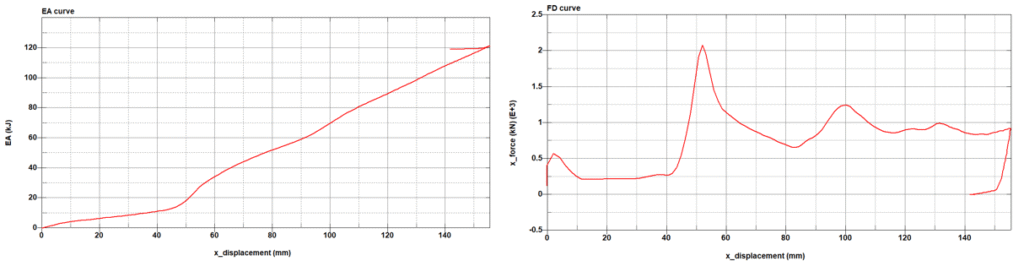
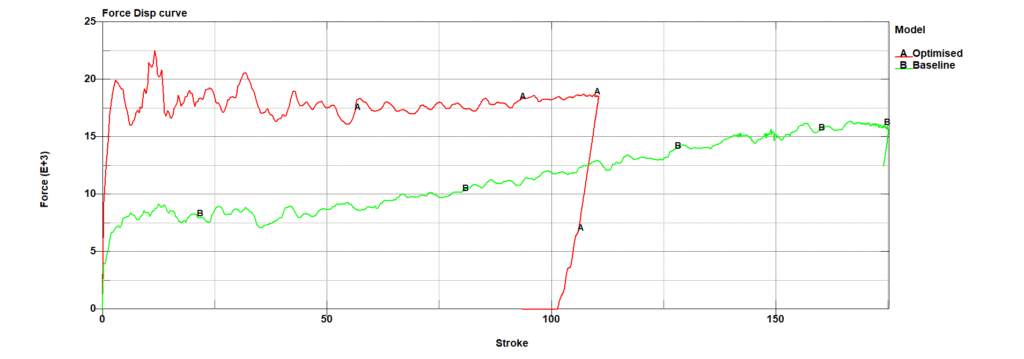
正しい性能になっているか確認するため、EA量と荷重-ストロークをグラフで比較してみます。(緑:最適化前、赤:最適化後)ストロークが増えたことにより、50mmストローク以降の軸圧縮荷重が大きく低減し、500kN一定で潰れるようになります。制約条件として入力した「255mm」では少しだけ多かったのかストローク最後で荷重が上がってしまっていますが、概ね良好な結果が得られたと言えるでしょう。
単純形状のクラッシュボックスでは、単純形状の軸圧縮は最適化を使用せずともそこまで難しい課題ではありませんが、複数個所にバリアが当たるバンパーレインフォースやサイドシルだったらどうでしょうか?
また、一定肉厚の押出しであればパラメータースタディから求めることができますが、今回の最適化のように肉厚に自由度がある場合はなかなかパラメータースタディでは軽量化することが難しいと思います。実験計画法(DOE)のような最適化では非常に時間がかかってしまうため、度重なる周辺部品の形状変更に追いつくことができません。
簡単に、早く計算できるということは様々なアイデアを試しやすくなるため、新規構造の開発にもとても役立っています。
【バンパーレインフォースの衝突最適化例】
以下では、別形状のバンパーレインフォースを同様の手法で最適化した例をご紹介します。侵入量を低減しつつ、荷重を上げることに成功しています。
パンパ―レインフォースとは:バンパービームと呼ばれることもあります。主にオフセット衝突の時に活躍します。オフセット衝突の場合は片側のクラッシュボックスしか機能しないため、バンパーレインフォースにより左右のクラッシュボックスを接続することでオフセット衝突性能を高めます。
ここでは紹介できませんが、サイドシルの最適化では押出断面形状の決定から肉厚の決定まで、全て最適化を使用して開発した事例があります。
【CFRP製クラッシュボックスの衝突最適化例】
金属だけでなく、CFRPなどの複合材での開発も可能です。今まで量産車向けCFRP製のクラッシュボックスや、レース車両向けのクラッシュストラクチャーの開発を受託しています。
| カテゴリー | 対象アイテム・事象 | Genesis/ESLによる最適化の適性 |
|---|---|---|
| 本手法が有効な領域 (Genesis/ESL) |
クラッシュボックス、バンパーレインフォース、サイドシル、ドアビーム、ルーフ強度 | ◎ 最適(大変形・非線形) |
| CFRP製クラッシュストラクチャー、量産車向けCFRP部品 | ◎ 最適(複合材対応) | |
| 別の手法が必要な領域 (DOE/MDO推奨) |
ダミー傷害値コントロール、爆発解析、飛来物衝突 | △ 条件付(LS-DYNA特有課題) |
弊社では量産車に限らずレース車両でも様々なクラッシュボックス(クラッシュストラクチャ―)を開発しています。非常に短い開発期間で、低ピーク荷重(低い最大加速度)とEA量を満足させるために様々な開発手法でサポートします。
本事例の詳細をもっと知りたい方や、衝撃に関わることでお困りの際はお気軽にお問い合わせください。
← 事例集一覧へ戻る ← 戻るその解析課題、GRMが解決します。
本記事でご紹介した「LS-DYNAによる高度な非線形解析」や「衝突などの動的課題の最適化設計」を、御社の製品開発に適用しませんか?
「現状のモデルを見てほしい」「テスト解析を依頼したい」など、技術的なご相談からでも大歓迎です。
※「記事を見た」と書いていただけるとスムーズです。
※技術のご相談は各事例モデルの解析担当者に対応させます。
この記事の監修・執筆チーム
GRM Consulting株式会社 解析エンジニアリング部
モータースポーツ最高峰のF1から量産車開発まで、20年以上にわたり衝突・振動・流体解析に携わるスペシャリスト集団。 単なるシミュレーション結果の提示に留まらず、本記事のようなGenesis/ESL-Dynamicを用いた高度な非線形最適化を得意とし、製造要件(押出成形・板金・CFRP)を考慮した「造れる設計」を提案しています。
- 主要ツール:LS-DYNA, Abaqus, Genesis, Nastran, OptiAssist, Simcenter 3D
- 専門領域:構造最適化、衝撃エネルギー吸収体最適化、CFRP複合材解析、衝突解析、CFD解析