本記事のトピック:厚み増減方向を指定した板厚最適化を紹介
- 中立面SHELL要素を用いた一般的な板厚最適化では、両側への肉厚成長によって外形に凹凸(段差)が生じ、金型要件や他部品とのインターフェースを破壊してしまう課題がある。
- CAE上で変数設定を工夫(オフセット制御)し、外側(内側)への肉厚成長を完全にロックして「断面の内側(外側)のみ」へ肉厚を増減させる製造(マニュファクチャリング)制約の定式化が有効である。
- カンチレバー(片持ち梁)の解析事例では、剛性確保と通常モデルと同等の軽量化効果(約200g減)を達成しつつ、外形寸法を完全に維持した「そのまま製造できる形状」を導出した。
CAE板厚最適化で直面する「成立しない」形状
押し出し材や中空パイプ材などの断面設計において、極限の軽量化を目指して「板厚最適化(Thickness Optimisation)」を取り入れている現場は多いでしょう。
しかし、一般的な中立面(Mid-surface)を使用したSHELL要素モデルで最適化を実行した際、このような壁にぶつかったことはありませんか?
現場のエンジニアが直面する「CAE最適化の壁」
「最適化の計算上は確かに軽くなったし、強度満たしている。だけど、板厚が中立面から両側に均等に変化したせいで、外形形状に凹凸ができてしまい、製品の外観要件や、他部品との組み立てインターフェースが成立しない……」
等方的に板厚が増減するSHELL要素の特性上、普通に最適化を回すと、肉厚は「外側」にも「内側」にも同じだけ成長してしまいます。これでは、外観要件や相手部品との整合性を満足させられないケースが発生します。
本記事では、CAE上の理想を現実に落とし込むためのテクニックとして、「外形(表面側)の形状を一切変化させずに、内側だけに向かって板厚が変化する高度な最適化手法」を、具体的なカンチレバー(片持ち梁)の解析事例を用いて解説します。
ベースライン:一般的な中立面SHELL要素による初期モデル
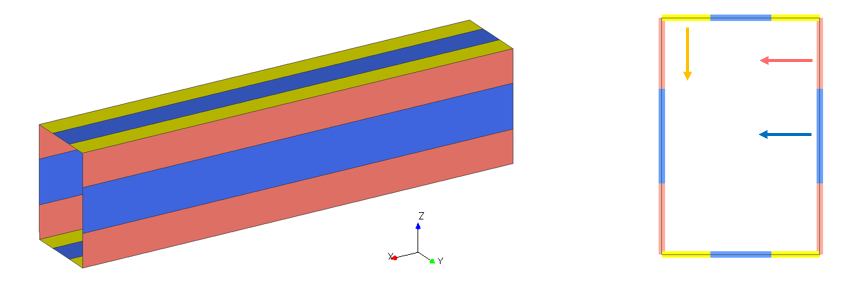
まずは、最適化のベースとなる初期モデルを設定します。今回は、押し出し成形による中空の角形断面を模した「片持ち梁(カンチレバー)」の計算を実施します。
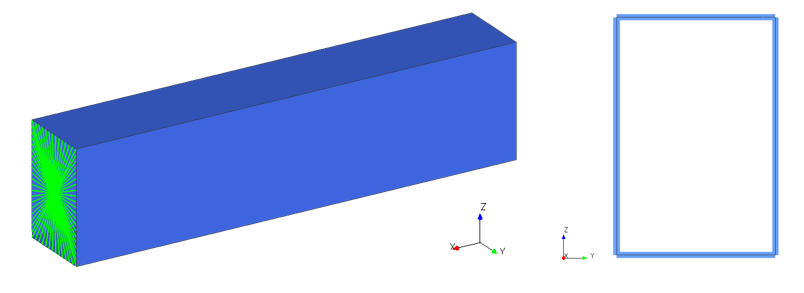
一定肉厚の押し出しを想定した角型断面の梁。
| 解析モデル仕様・境界条件 | |
|---|---|
| 梁の寸法 | 150mm × 100mm × 600mm |
| 初期板厚 | 4.0mm一定 |
| 初期質量 | 3331g |
| 境界条件 | 後端を完全固定(片側支持梁・カンチレバー) |
| 荷重条件 | 先端に対し、+Y方向(横方向)および+Z方向(縦方向)の入力をそれぞれ負荷 |
この初期モデルに対して、まずはそのまま荷重を負荷した際のベースラインの変形量を測定します(変形スケールは挙動を分かりやすくするため50倍で表示しています)。
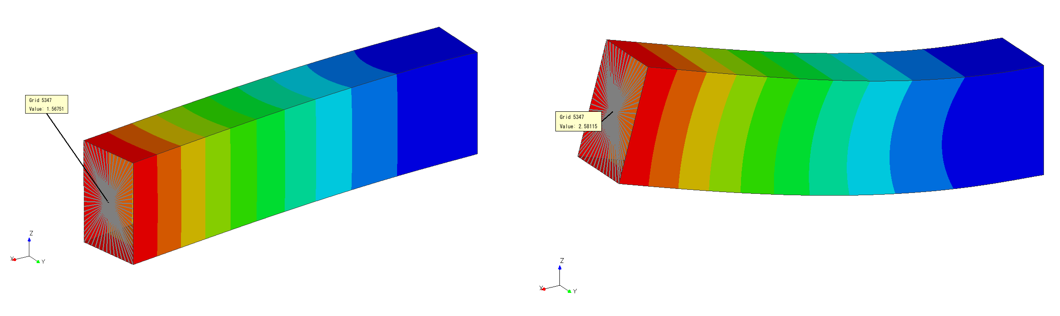
Y方向荷重:1.57mm、Z方向荷重:2.58mmだった。この変位量を次のステップでは制約条件として取り扱う。
- +Y方向入力時の最大変位:1.57mm
- +Z方向入力時の最大変位:2.58mm
この性能(剛性)を維持、あるいは向上させながら、どこまで質量を削り落とせるか。ここからがCAE最適化ソルバーの腕の見せ所です。
最適化パターン①:通常の中立面SHELL要素による板厚最適化(失敗事例)
まずは、特別な制御を行わず、一般的な中立面SHELL要素モデルのまま板厚最適化(寸法最適化)を実行してみましょう。
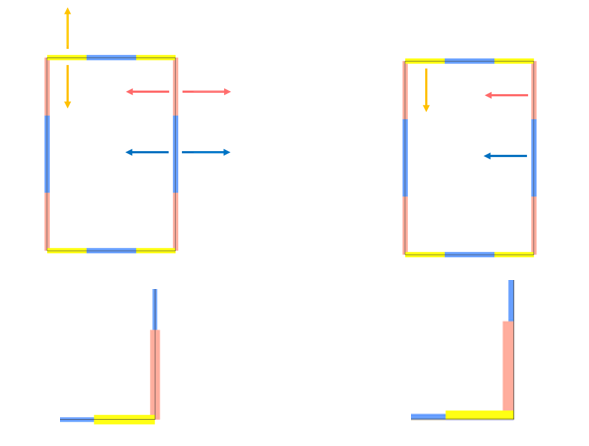
一般的な方法に則り、板厚が両側へ変化するように設定されたモデル。
今回のモデルは「押し出し成形」を想定しているため、長手方向(X方向)に向かって断面が一定に連続している必要があります。そのため、断面内でエリアごとに独立した板厚変数を指定します。色分けした部分が同一の板厚で変化(上下左右対称)するようになっています。これにより、押し出し成形が可能な「一定断面」を維持したまま、効率的な肉厚配置をアルゴリズムに探索させます。
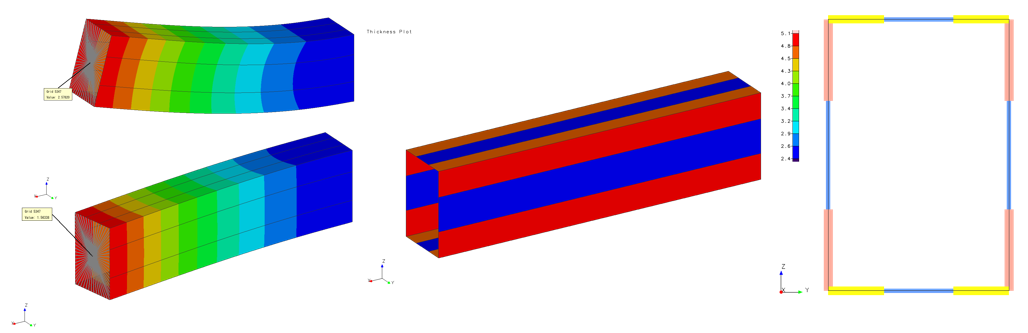
変位はベースモデル以下、質量低減を達成した。板厚が両側に成長するため、外形に凹凸がみられる。
| 最適化解析結果(通常モデル) | |
|---|---|
| 質量 | 3128g (最適化前から203gの軽量化に成功) |
| 板厚範囲 | 2.4mm 〜 5.1mm (初期値4.0mmから負荷に応じて変化) |
| +Y方向 最大変位 | 1.56mm 初期値:1.57mmをクリア |
| +Z方向 最大変位 | 2.58mm 初期値:2.58mmをクリア |
変位(剛性)の制約条件を完全に満足しつつ、軽量化を達成することができました。しかし、この結果を3次元のリアルな形状(疑似Solid表示)として確認した瞬間、設計者は絶望することになります。
板厚が中立面を中心として両側に向かって等しく増減しているため、外形形状に凹凸(段差)が表れてしまっているのです。外寸が変わってしまっては、意匠面としても、他部品との勘合面としても完全に「ボツ(製造不可)」となる場合があります。
最適化パターン②:外形形状キープ(オフセット制御)による板厚最適化(成功事例)
そこで、GRMが提案するのが「外形形状キープ」を考慮した最適化モデリングです。
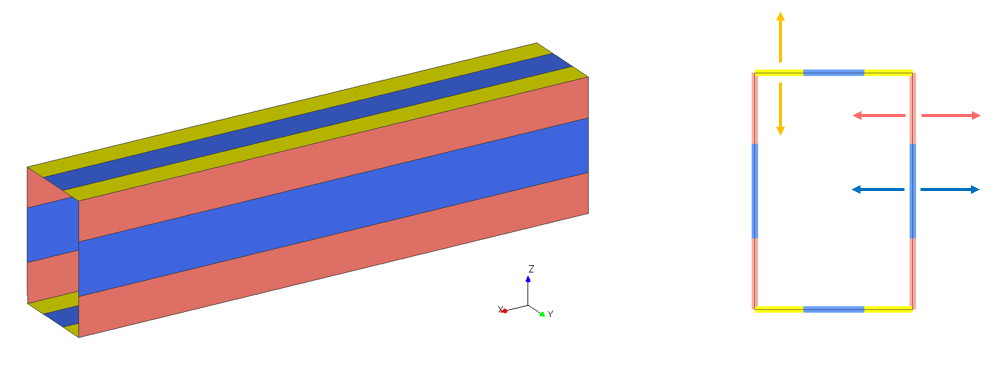
外形形状の変化を嫌い、断面の内側だけに板厚が成長するように設定された板厚最適化モデル。
変数の設定を工夫し、中立面から外側への肉厚成長を完全にロック。「板厚の変化は、すべて断面の内側(見えない側)に向かってのみ増減する」というマニュファクチャリング制約をCAE上で厳密に定義し、再度最適化を実行します。
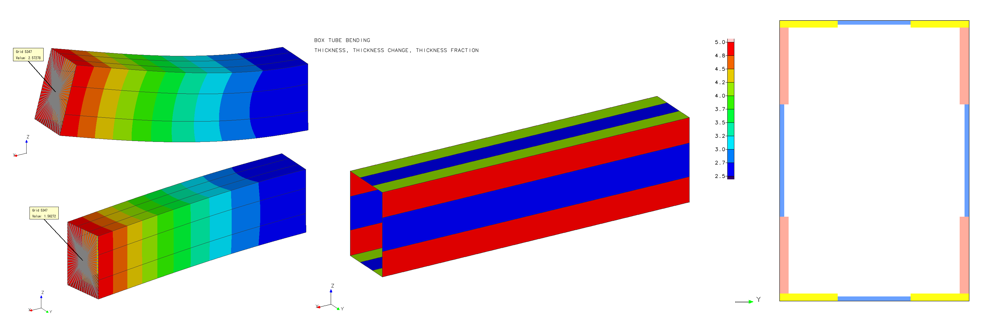
変位はベースモデル以下、質量低減を達成した。板厚を内側だけに変化させることで、外形形状はスムーズな結果になった。
| 最適化解析結果(外形キープモデル) | |
|---|---|
| 質量 | 3131g (通常モデルとほぼ同等の軽量化を達成) |
| 板厚範囲 | 2.5mm 〜 5.0mm (内側へのオフセットのみで肉厚を最適化) |
| +Y方向 最大変位 | 1.56mm 初期値:1.57mmをクリア |
| +Z方向 最大変位 | 2.57mm 初期値:2.58mmをクリア |
通常モデルと全く変わらない軽量化と、制約条件(剛性確保)のクリアを両立させました。
そして注目すべきは、その断面形状です。疑似Solid表示した断面を確認すると、外形形状には一切の凹凸や段差がなく、完全にフラットな直線が維持されています。「内側に向かってのみ」板厚が増減しているのです。
これなら、外観や他部品との干渉を気にすることなく、そのまま次の設計フェーズへ進むことが可能です。
まとめ:最適化の設定を見直し、多様な要件を制する
本記事では、角形中空断面(押し出し材)を題材に、外形形状を完全にキープしたまま、見えない内側の板厚だけを変化させて極限の軽量化を果たす高度な最適化アプローチを紹介しました。
CAEによる構造最適化・寸法最適化は、単に「重量を減らすツール」ではありません。ツール側の設定方法や拘束条件をエンジニアが巧みに制御することで、プレス成形の抜き勾配、鋳造の湯流れ、そして今回のような押し出し成形の一定断面・外寸維持など、ありとあらゆる製造要件を織り込むことが可能です。
「最適化をかけても、どうせ作れない形状ばかり出てくるから使えない」と諦める前に、ぜひ一度、モデリングの「設定」を見直してみませんか?御社の製品要件に合わせた最適な定式化の設計は、いつでも我々GRMにお任せください。
← 事例集一覧へ戻る ← 戻るその解析課題、GRMが解決します。
本記事でご紹介した「高度なCAE最適化設定」や「押し出し材を想定した最適化解析」を、御社の製品開発に適用しませんか?
「現状のモデルを見てほしい」「テスト解析を依頼したい」など、技術的なご相談からでも大歓迎です。
※「記事を見た」と書いていただけるとスムーズです。
※技術のご相談は各事例モデルの解析担当者に対応させます。
設計者・エンジニア必読の特設コンテンツ
CAE最適化設計・完全ガイド:高価なツールを「宝の持ち腐れ」にしない!
現場を崩壊させる「手戻り地獄」から抜け出すには?F1から量産車まで、20年以上の知見を誇るGRMが「CAE主導開発」の極意を徹底解説。
設計者・エンジニア必読の特設コンテンツ
CAD/CAE分業の手戻りを解消する「シミュレーション主導設計」実践ガイド
「終わらない手戻り」や「実機と合わないCAE」に疲弊していませんか?最適化アルゴリズムを駆使し、極限の軽量化と工数削減を達成するGRMのアプローチと9つの実践事例を公開!
この記事の監修・執筆チーム
GRM Consulting株式会社 解析エンジニアリング部
モータースポーツ最高峰のF1から量産車開発まで、20年以上にわたり構造設計・衝突・振動・流体解析に携わるスペシャリスト集団。 単なるシミュレーション結果の提示に留まらず、本記事のようなCAE最適化設計を活かした設計を得意とし、製造要件(鋳造・鍛造・押出成形・板金・CFRP)を考慮した「造れる設計」を提案しています。
- 主要ツール:LS-DYNA, Abaqus, Genesis, Nastran, OptiAssist, Simcenter 3D
- 専門領域:構造最適化、衝撃エネルギー吸収体最適化、CFRP複合材解析、衝突解析、CFD解析